(812) 655-61-83
+7 (812) 655-61-83 | Санкт-Петербург
+7 (495) 222-54-04 | Москва
+7 (383) 310-30-03 | Новосибирск
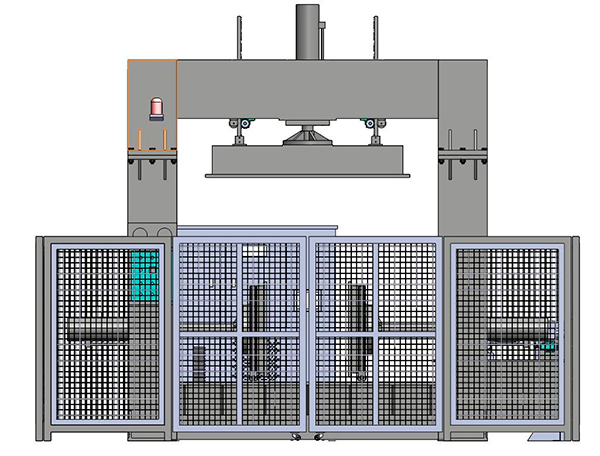
Гидравлический горячий пресс с ТВЧ

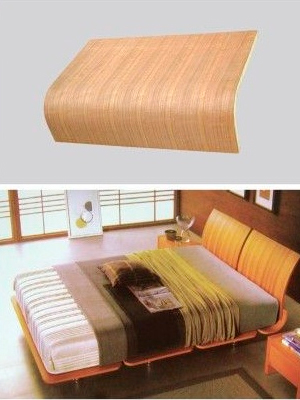
Процесс для изготовления гнутоклееных деталей состоит из следующих операций:
- подготовка материалов;
- формирование пакета;
- гнутье с одновременным склеиванием;
- выдержка заготовок;
механическая обработка.
Вид материала предназначенного для изготовления гнуто-клееных заготовок достаточно широк: МДФ, ДВП, шпон, массив дерева и их сочетание. Важным моментом при подготовке материала к прессованию с использованием ТВЧ генератора является влажность материала.
Оптимальная влажность составляет 8-10%, при такой влажности достигается оптимально-равномерный нагрев клеевого шва при прохождении токов высокой частоты через слои материала. При повышенной влажности материала возможны «пробои» между клеевыми слоями, при влажности ниже 8-10% материал будет являться диэлектриком, что не позволит прогреться и полимеризоваться клеевому слою. Толщина каждого слоя материала набранного в пачку для прессования не должна превышать 3,0мм., исполнение этого условия позволяет избежать деформации заготовки после прессования.
Оптимальная длительность цикла склеивания с использованием ТВЧ генератора составляет 4-6 мин при соблюдении требований технологии (влажность/параметры материала, тип клея, мощность генератора, давление пресса, выдержка заготовки).
При прессовании с использованием токов высокой частоты используются клея на основе поливинилацетата (ПВА) одно/двух компонентные, необходимость добавление катализатора диктуется требованиями по водостойкости заготовки или карбамидофор-мальдегидные клея – разница во времени прессования, стоимости клея, условий хранения (при отрицательной температуре).
Защитная система от излучения ТВЧ:
Снабжена датчиками безопасности, не допускающих работу с открытой дверью. Состоит из периметрального забора и двери.
Каталог оборудования
Информация, размещенная на сайте и ценовые предложения генерируемые сайтом, не являются публичной офертой.
© 2009–2022 PL-Techno.Ru.